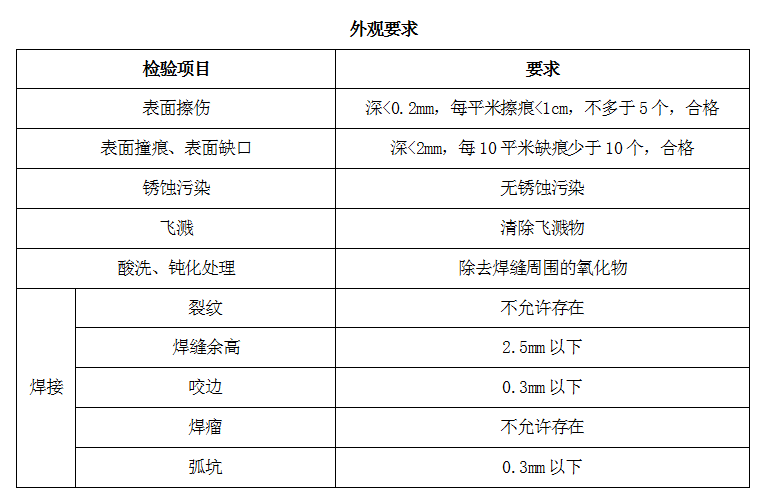
1.制造过程应避免不锈钢板表面的机械损伤。对于尖锐伤痕以及不锈钢罐防腐表面的局部伤痕、刻槽等缺陷应予修磨,修磨深度应不大于该部位钢材厚度的5%,且不大于2mm,否则应予焊补。
2.施焊前应清除坡口及其母材两侧表面20mm范围内的氧化物、油污、熔渣及其它有害物质。焊条、焊剂及其它焊接材料的贮存应保持干燥,相对湿度不得大于60%。焊缝表面不得有裂纹、气孔、弧坑和飞溅物。焊缝同一部位的返修次数不应超过两次,且返修部位需满足原有要求。
3.受力水箱采用半成品冲压模板现场氩弧焊组装而成,底板、顶板为平板。
4.水箱焊缝要饱满,水箱外层焊接表面要光滑、美观、无夹渣、无焊瘤、无气孔、无裂痕,焊接口不能有凹裂、分离现象,不得有割手现象。水箱内胆焊缝需进行抛光处理。


.jpg)
.jpg)
